
Ultrasonik frekans bir jeneratörde üretilir. Jeneratör, elektrik şebekesinden gelen enerjiyi 15 kHz, 20 kHz, 30 kHz, 35 kHz ’lik yüksek ve belli frekanslarla tekrar eden, belli genlikler arasında gidip gelen salınımlara dönüştürür ve bunu convertor, booster ve horndan oluşan salınım yapısına iletir. Optimize edilmiş kontrol süreçleri optimum ultrasonik salınımlar üretir. Analog ve dijital olarak 2 farklı modeli bulunur.


Her ultrasonik ünitede bir dönüştürücü bulunmaktadır. Bu dönüştürücü Ultrasonik jeneratörün ürettiği elektriksel salınımları aynı frekanstaki mekanik salınımlara dönüştürür ve böylece hornun titreşmesine neden olur. Piezoseramik etkisi ile dönüştürücü, optimum titreşim iletimini sağlar.
LİDER ULTRASONİK’ in dört farklı frekansa sahip(15, 20, 30 ve 35 kilohertz), çıkışları 500 ila 4.200 watt arasında farklı uygulamalar için geniş bir yelpazede convertör seçeneği bulunur.
Uygulamaya bağlı olarak ultrasonik dönüştürücüler dört veya altı disk seramikle donatılmıştır. Altı seramikli model esas olarak ambalaj endüstrisinde ve sürekli ultrasonik uygulamalarda kullanılır. Disk seramikleri aracılığıyla titreşimler horna en iyi şekilde iletilir, böylece kısa işlem süreleri ve yüksek işlem güvenilirliği elde edilir. Bu prosesten çıkan ürünler yüksek kalitedeki dikiş ya da birleştirmelerle ürün yapısı çok sağlamlaşır ve dayanımı artar.

LİDER ULTRASONİK ’in farklı uygulamalar için 15, 20 kHz, 30 kHz ve 35 kHz ultrasonik frekanslarına uygun booster seçenekleri de bulunmaktadır. Booster-Convertör , Booster-Horn bileşenlerinden oluşan ultrasonik salınım ünitesinin bir parçasıdır. Salınım ünitesinde booster; convertör ile horn arasına yerleştirilir.
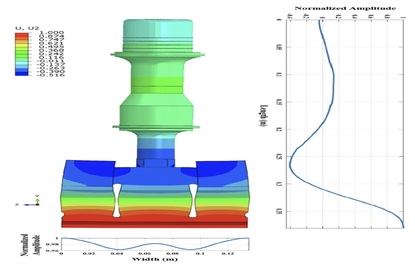
Booster, convertörden gelen titreşim genliğini almaya ve bunu uygun şekilde dönüştürülmüş bir biçimde horna aktarmaya yarar. Kural olarak salınım (genlik) artar. Booster’a sıklıkla genlik dönüşüm parçası da denir. Salınım genliği olarak da adlandırılan genlik, bir salınımın maksimum sapmasıdır. Genlik ne kadar yüksek olursa, titreşimin enerji içeriği de o kadar yüksek olur. Titreşim genliği, işlenen plastiğin malzeme özelliklerine tam olarak uygun olmalıdır. Aşırı enerji içeriği malzemeye zarar verebilir: Plastik artık deforme olarak titreşimleri önleyemiyorsa yırtılır.
Dönüştürücü salınım, güçlendiricinin giriş ve çıkış tarafları arasında kütle farkı olacak şekilde yapılmasıyla elde edilir. Çıkış tarafı giriş tarafından küçükse, aynı enerji girişi için kütlesinin düşük olması nedeniyle daha yüksek genlikte salınım yapar. Giriş ve çıkış taraflarının kütleleri aynı ise dönüşüm oranı (iletim oranı) 1:1 olur.
Booster ‘ın ikinci görevi, kaynak makinesinin besleme ünitesindeki ultrasonik salınım ünitesinin tamamını sessiz tutma halkası aracılığıyla desteklemektir. Sessiz sabitleme ile tüm makineye iletilecek titreşim önlenir. Booster ’ın tüm parçaları, LİDER ULTRASONİK tarafından en yüksek hassasiyetle, kendi bünyemizde üretilmektedir.

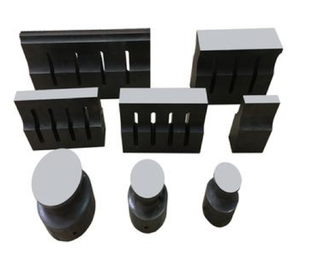
Hornlar ultrasonik titreşimi iş parçasına yönlendirir. Hornları uzun yıllara dayanan deneyime dayanarak ilgili uygulamaya ve müşteri gereksinimlerine göre ayrı ayrı üretiyoruz. Hornların tasarımı ultrasonik uygulamaya ( kaynak , kesme ve mühürleme , perçinleme , kabartma , delme , kesme ) ve işlenecek iş parçasının özelliklerine bağlıdır.
Horn, ilgili uygulamada kullanılan kaynak aletinin teknik terimidir. Hornlar genellikle titanyum alaşımından, çelikten veya yüksek mukavemetli alüminyumdan yapılır, çünkü bu malzemeler düşük sönümleme ve yüksek yorulma mukavemetine sahiptir. Bu onların hızlı bir şekilde titreşime alınabilecekleri anlamına gelir. Hornun stabilitesine ilişkin yüksek talepler varsa veya zımbalama veya kesme sırasında olduğu gibi yüksek aşınma bekleniyorsa, ısıl işlem görmüş sert çelik veya titanyum malzeme kullanılıp aşınmaya dayanıklı malzeme ile kaplanabilir.
Çeşitli uygulamalar için farklı horn türleri vardır; örneğin yuvarlak, bıçaklı, blok veya delici hornlar.
Horn, ultrasonik salınım ünitesindeki parçayla doğrudan temas eden parçadır ve çeşitli görevleri yerine getirmelidir: